
辽宁丹东华恒食品机械厂
联系人:刘先生
电话:0415-6181799
传真:0415-6181699
手机:13904159589
地址:丹东市振兴区国桢路12号
全自动麻花机的易损件有哪些?
一、输面与成型系统易损件
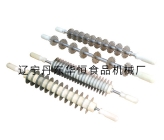
绞龙(螺旋推进器)
作为输送面团的核心部件,绞龙通过螺旋叶片推动面团向模具移动,长期与面团(尤其是含杂粮、硬面团)摩擦,叶片边缘会逐渐磨损变薄,甚至出现缺口。失效后会导致面团输送不均,出现 “断条” 或挤出速度下降,麻花粗细不一。更换周期因面团特性差异较大:纯麦面团每日生产 8 小时时,约 300-500 小时更换;含 30% 杂粮的硬面团则缩短至 200-300 小时。建议选择高锰钢材质绞龙,耐磨性比普通钢材高 30%。
挤出模具(成型嘴)
模具决定麻花的股数和形状,面团高速挤出时的持续摩擦会磨损内孔边缘,尤其是出口处易产生毛边。失效表现为麻花表面粗糙、股数粘连(如 6 股变成 “并股”),甚至出现不规则变形。纯麦面团生产时,模具寿命约 500-800 小时;生产粗麻花或硬面团时,寿命缩短至 300-500 小时。建议备用不同规格模具(3 股、6 股、9 股),以便快速更换减少停机时间。
切刀及刀片
切刀负责将连续麻花切成设定长度,高频次切割(每分钟数十次)会使刀片刃口变钝,若与输送带配合不当还可能崩口。失效后麻花切口不平整、易粘连,需人工二次处理。普通钢制刀片寿命约 100-200 小时,合金刀片可达 300-500 小时。日常使用中可定期用油石打磨刃口,延长使用寿命。
二、传动系统易损件
传动皮带 / 链条
小型机多采用传动皮带,长期运转会因拉伸导致松弛打滑,表现为电机转动但输面速度下降;大型机常用链条传动,链节磨损后会出现 “跳齿”,导致拧花节奏紊乱。皮带寿命约 500-800 小时,需定期调整张紧度;链条寿命约 800-1000 小时,需每周加注润滑油减少磨损,发现链节松动应及时更换。
齿轮与轴承
齿轮负责传递动力,啮合过程中齿面会逐渐磨损,尤其是生产粗麻花时负载增大,磨损加速,失效后会产生异响并影响传动精度。电机轴承和齿轮箱轴承则因长期承受径向力,润滑不良时易出现过热异响,甚至卡滞。齿轮寿命约 1000-1500 小时,轴承约 800-1200 小时,建议选择精密轴承和淬火齿轮,耐磨性可提升 40%。
三、辅助系统易损件
输送带及托辊
输送带承载麻花输送至切刀,长期摩擦会导致表面磨损或跑偏,尤其是接触切刀的部位易破损。托辊作为输送带支撑,转动轴套磨损后会出现卡顿,影响输送平稳性。输送带寿命约 600-1000 小时,建议选择食品级橡胶材质,耐油耐磨性更好;托辊轴套每 300 小时需加注食品级润滑脂。
弹簧与密封件
切刀复位弹簧长期高频伸缩会疲劳失效,导致切割长度不稳定;料斗与绞龙连接处的密封垫(橡胶材质)会因面团挤压和温度变化老化,出现面团泄漏。弹簧寿命约 500-800 小时,密封垫约 300-500 小时,需定期检查弹性和密封性,发现老化及时更换。
日常维护中,建议建立易损件更换台账,根据生产强度提前备货,同时通过规范操作(如避免硬面团直接投入、定期清洁润滑)延长其寿命,可降低 30% 以上的更换频率。

声明:本文仅供交流学习,版权归属原作者,部分文章推送时未能及时与原作者取得联系,若来源标注错误或侵犯到您的权益,烦请告知,我们将立即删除,谢谢!!!